
The effectiveness of applying the lean management model in manufacturing: A case study at International Stationery Co., Ltd.
ThS. Huỳnh Minh Quốc
CEO, Công ty TNHH Văn phòng phẩm Quốc tế
(Quanlynhanuoc.vn) – Nghiên cứu đánh giá hiệu quả ứng dụng quản trị tinh gọn (Lean) trong sản xuất, kinh doanh tại các công ty nhỏ và vừa tại Việt Nam, thông qua nghiên cứu trường hợp tại Công ty TNHH Văn phòng phẩm quốc tế (viết tắt là ISC) trong bối cảnh cạnh tranh thương mại toàn cầu gay gắt, các doanh nghiệp sản xuất tại Việt Nam ngày càng chịu áp lực lớn về chi phí, chất lượng và thời gian giao hàng. Bài viết phân tích thực trạng ứng dụng Lean trong sản xuất bút chì gỗ, nhận diện các cơ hội cải tiến trọng yếu, lựa chọn để triển khai thí điểm dự án cải tiến nâng cao theo Lean-DMAIC, từ đó, đánh giá hiệu quả đạt được, rút ra bài học kinh nghiệm và đề xuất giải pháp nâng cao hiệu quả sản xuất tại ISC. Từ kết quả nghiên cứu trường hợp, bài viết khái quát hóa, đề xuất một số giải pháp ứng dụng Lean trong sản xuất cho các doanh nghiệp nhỏ và vừa ở nước ta hiện nay.
Từ khóa: Quản trị tinh gọn; mô hình; Lean; cải tiến; sản xuất; Công ty TNHH Văn phòng phẩm quốc tế.
Abstract: This study evaluates the effectiveness of Lean management in production and business operations at small and medium-sized enterprises (SMEs) in Vietnam, through a case study at International Stationery Company Limited (ISC). Against the backdrop of intense global trade competition, manufacturing companies in Vietnam are facing increasing pressure regarding costs, quality, and delivery times. This paper analyzes the current status of Lean implementation in wooden pencil production, identifies key improvement opportunities, selects and implements a pilot improvement project using the Lean-DMAIC methodology, and subsequently evaluates the achieved results, draws lessons learned, and proposes solutions to enhance production efficiency at ISC. Based on the case study findings, the article generalizes the results and proposes several Lean application solutions for small and medium-sized enterprises in Vietnam today.
Keywords: Lean management; model; Lean; improvement; manufacturing; International Stationery Co., Ltd.
1. Đặt vấn đề
Kể từ sau đại dịch Covid -19 đến nay, các doanh nghiệp sản xuất vừa và nhỏ tại Việt Nam phải cạnh tranh trong môi trường biến động và khó lường của kinh tế quốc tế. Nền kinh tế Việt Nam có độ mở lớn gắn với xu hướng ngày càng hội nhập sâu và rộng, đã và đang chịu tác động của dịch chuyển chuỗi cung ứng toàn cầu, chiến tranh thương mại Mỹ – Trung, bất ổn ở Trung Đông, sự suy giảm cầu của thị trường châu Âu, yêu cầu bộ ba tiêu chuẩn đánh giá sự phát triển bền vững của doanh nghiệp dựa trên ba trụ cột: môi trường, xã hội và quản trị (ESG)… Trong bối cảnh đó, khi lợi thế “chi phí lao động giá rẻ” của Việt Nam đang mất dần, năng lực cạnh tranh phụ thuộc ngày càng nhiều vào khả năng tăng năng suất vận hành, rút ngắn tiến độ giao hàng, tối ưu chi phí và đổi mới hệ thống quản trị. Điều này càng rõ hơn đối với doanh nghiệp sản xuất, xuất khẩu sản phẩm ngành văn phòng phẩm. Khách hàng quốc tế đòi hỏi đồng thời chất lượng cao, thời gian giao hàng ngắn, giá bán cạnh tranh và mức độ tuân thủ tiêu chuẩn quản trị bền vững (ESG) ngày càng chặt chẽ. Công ty TNHH Văn phòng phẩm quốc tế (Mã số doanh nghiệp: 0200990273)1 cũng không phải là trường hợp ngoại lệ.
Tại Việt Nam, “Lean – mô hình quản trị tinh gọn” ngày càng được nhiều doanh nghiệp quan tâm, tuy nhiên, chưa có nghiên cứu sâu để vận dụng hiệu quả mô hình này trong lĩnh vực sản xuất bút chì gỗ, một ngành có quy mô toàn cầu với danh thu hàng chục tỷ USD, tốc độ tăng trưởng hàng năm trên 10% và gắn liền với xu hướng tiêu dùng đang chuyển nhanh từ bút nhựa sang bút chì bằng gỗ rừng trồng để đáp ứng tiêu chuẩn ESG. Vì vậy, nghiên cứu trường hợp tại ISC có ý nghĩa bổ sung bằng chứng thực tiễn cho các giải pháp cải tiến, nâng cao hiệu quả sản xuất kinh doanh của doanh nghiệp nhỏ và vừa của nước ta hiện nay.
Nghiên cứu này nhằm đạt được 5 mục tiêu: (1) Phân tích thực trạng ứng dụng Lean trong hệ thống sản xuất của ISC; (2) Xác định phương pháp luận và phương pháp tối ưu để thực hiện cải tiến nâng cao hiệu quả kinh doanh cho doanh nghiệp; (3) Nhận diện các cơ hội cải tiến trọng yếu; (4) Lựa chọn và triển khai một dự án thí điểm theo phương pháp Lean – DMAIC; (5) Đánh giá kết quả để rút ra hàm ý quản trị, đề xuất ứng dụng mô hình quản trị Lean cho doanh nghiệp sản xuất nhỏ và vừa tại Việt Nam.
2. Quan niệm về Lean và mô hình quản trị Lean
2.1. Quan niệm về Lean
Lean bắt nguồn từ Hệ thống sản xuất Toyota (Toyota Production System – TPS) với nghĩa là “tinh gọn”. Thực chất TPS bắt nguồn từ nhà sáng lập Sakichi Toyoda vào những năm cuối thế kỷ 19 với máy dệt tự động cùng những công cụ như: “Jidoka”, “5-Why”, “Kaizen” vốn là những thành phần nền tảng của “Ngôi nhà Lean” hay TPS về sau. Ông cũng chính là người thiết lập tầm nhìn “phải sản xuất ôtô” để con trai là Kiichiro Toyoda nghiên cứu sản xuất ôtô và trở thành Tập đoàn Toyota ngày nay. TPS được phổ biến toàn cầu dưới tên gọi “Lean” hay “Lean Management” sau khi Viện Công nghệ Massachusetts (MIT) Hoa Kỳ công bố những nghiên cứu về tính ưu việt của mô hình sản xuất Toyota so với sản xuất truyền thống (Womack, Jones và Roos, 1990)2. Từ khởi điểm trong ngành ô tô, khái niệm Lean dần mở rộng sang nhiều lĩnh vực, như: điện tử, dịch vụ, y tế, xây dựng, phát triển sản phẩm mới…
Khái niệm Lean thường được tiếp cận theo hai phạm vi khác nhau. Ở phạm vi hẹp, Lean được xem như một tập hợp các công cụ, kỹ thuật sản xuất tiết kiệm, tối ưu, tinh gọn như 5S, Kanban, Kaizen, Andon, Standardized Work hay 7-Wastes,… Ở phạm vi rộng, Lean được hiểu là một hệ thống quản trị toàn diện nhằm tối đa hóa giá trị cho khách hàng, thông qua tối ưu hóa dòng chảy và vận hành của hệ thống kinh doanh, loại bỏ lãng phí, phát triển con người và duy trì cải tiến liên tục (Liker và Franz, 2011)3; (Liker, 2004)4. Chính sự khác biệt này giải thích vì sao nhiều doanh nghiệp thành công bước đầu nhưng sau đó chững lại, trong khi cũng có nhiều doanh nghiệp do tiếp cận hệ thống quản trị toàn diện của Lean nên duy trì động lực cải tiến liên tục và phát triển bền vững như Toyota, Samsung, Nike.
Tại Việt Nam, có nghiên cứu cho rằng: Lean chỉ phát huy hiệu quả khi được bản địa hóa và gắn với điều kiện quản trị cụ thể (Nguyễn Đăng Minh, 2021)5. Lean có vai trò dẫn dắt, quản trị và phù hợp đối với doanh nghiệp nhỏ và vừa (Nguyễn Hồng Sơn và Nguyễn Đăng Minh, 2018)6. Ngoài ra, nghiên cứu chỉ ra việc triển khai Lean trong các doanh nghiệp ngành gỗ phần lớn vẫn mang tính đơn lẻ, thiếu đồng bộ, dẫn đến kết quả không được duy trì bền vững, khó có khả năng nhân rộng và lan tỏa7. Dù vậy, các công trình trong nước vẫn còn thiếu những nghiên cứu sâu, cải tiến nâng cao hiệu quả sản xuất, kinh doanh cho doanh nghiệp, đặc biệt với doanh nghiệp trong ngành sản xuất bút chì gỗ.
2.2. Mô hình quản trị Lean
Mô hình quản trị Lean dựa trên 4 giai đoạn quản trị với 14 nguyên lý vận hành tương ứng (Hình 1). Bốn giai đoạn này bao gồm: Xác lập Triết lý (Philosophy), thiết lập Quy trình (Process), thiết lập Con người & Đối tác (People & Partners) và thực thi Giải quyết vấn đề (Problem Solving). Mô hình này không chỉ giúp đánh giá hiệu quả ứng dụng Lean ở bề mặt kỹ thuật, công cụ mà còn ở chiều sâu tư duy, vai trò lãnh đạo, cơ chế hợp tác và năng lực giải quyết vấn đề của tổ chức.
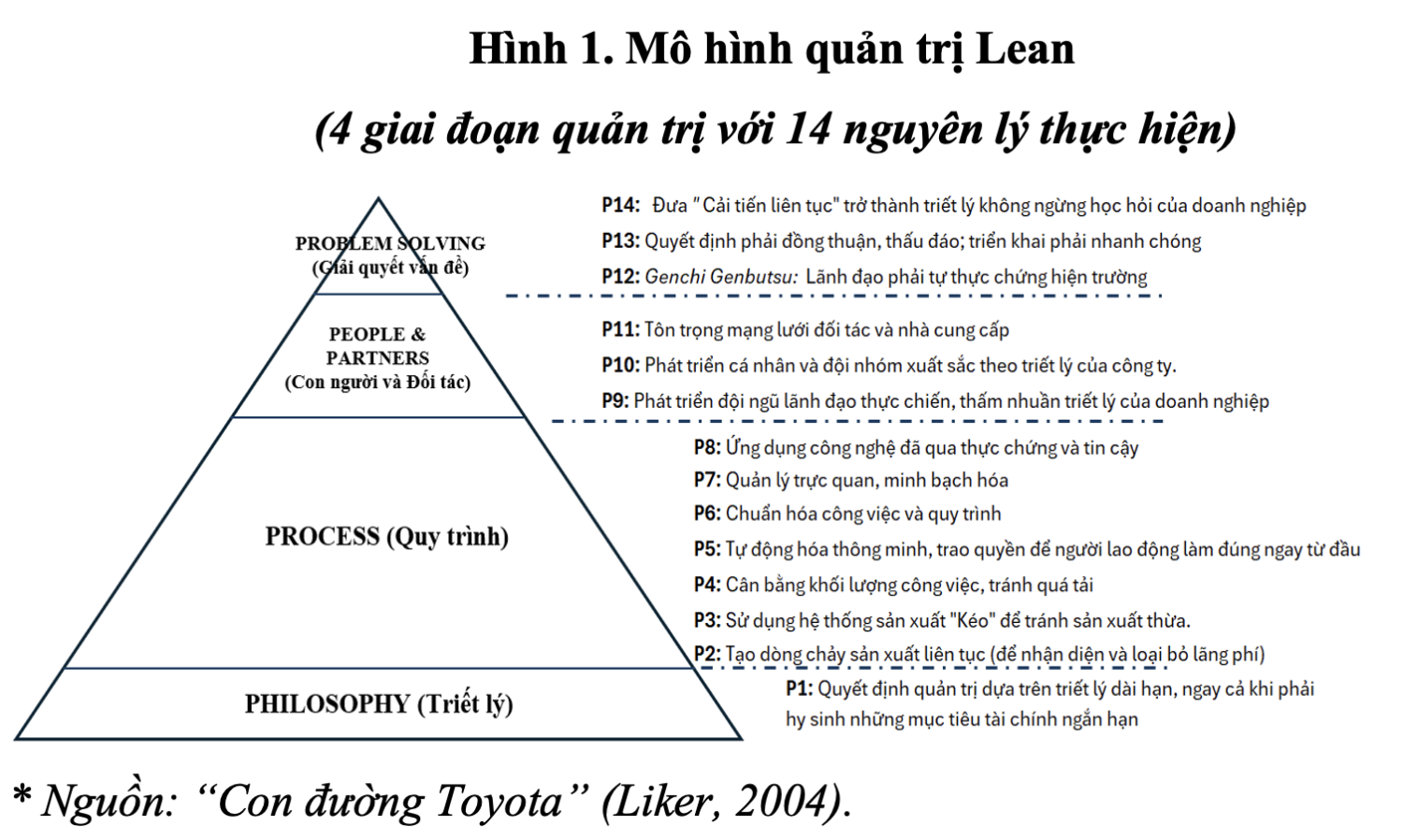
Nền tảng triết lý của Lean là “Tôn trọng con người” và “Liên tục cải tiến”, trong đó, “Tôn trọng con người” được hiểu là sự lắng nghe tất cả bên liên quan, đào tạo, phát triển cá nhân, tinh thần đồng đội và đối xử với đối tác như phần mở rộng của tổ chức, tạo môi trường lành mạnh nơi mọi ý kiến đều được tôn trọng, giúp tất cả cán bộ, công nhân viên, đối tác đều được lắng nghe; dám thay đổi, dám thử và sai để phát triển mà không bị trói buộc bởi các thủ tục hành chính, sự bảo thủ hay tìm cách đổ lỗi, nhờ đó tạo động lực phát triển và lòng trung thành cho tất cả thành viên của công ty. “Liên tục cải tiến” được hiểu là quá trình thúc đẩy tinh thần cầu tiến, phát huy tinh thần sáng tạo và đổi mới, không bao giờ hài lòng với hiện tại, nhờ đó giúp mỗi cá nhân và tổ chức phát triển ngày một mạnh mẽ hơn.
Mô hình quản trị Lean đã chuyển hóa từ triết lý sang triển khai trong thực tiễn sản xuất và kinh doanh của doanh nghiệp bằng “Ngôi nhà Lean” gồm 8 cấu phần liên kết chặt chẽ với nhau: (1) Giữ vững các nguyên lý cốt lõi Toyota trong toàn bộ hoạt động của doanh nghiệp; (2) Tạo ra môi trường làm việc có trật tự, kỷ luật, giúp duy trì hệ thống hoạt động; (3) Tiêu chuẩn hóa công việc, bảo đảm mọi thao tác được thực hiện theo chuẩn thống nhất để giảm biến động, tránh hỗn loạn và duy trì khả năng kiểm soát hoạt động; (4) Sản xuất vừa kịp, đúng sản phẩm, đúng số lượng và đúng thời điểm khách hàng cần; nhờ đó giảm tồn kho, tăng khả năng đáp ứng nhu cầu của khách hàng; (5) Tự động hóa kết hợp với người lao động để bảo đảm chất lượng sản xuất và kinh doanh; (6) Quản trị trực quan, giúp mọi vấn đề trở nên minh bạch, dễ quan sát và dễ kiểm soát; (7) Cải tiến liên tục đóng vai trò là động lực tạo ra sự tiến bộ, thêm giá trị gia tăng, giảm lãng phí cho doanh nghiệp, tạo ra giá trị tối ưu cho các bên liên quan; (8) Loại bỏ hoàn toàn lãng phí gồm: vận chuyển, tồn kho, thao tác thừa, chờ đợi, sản xuất thừa, lãng phí trong quy trình và sản phẩm lỗi, từ đó giúp giảm chi phí, tăng khả năng cạnh tranh cho doanh nghiệp và đáp ứng kỳ vọng của khách hàng.
3. Phương pháp nghiên cứu và thử nghiệm cải tiến nâng cao hiệu quả hoạt động cho doanh nghiệp
Nghiên cứu sử dụng phương pháp nghiên cứu tình huống cụ thể, theo hướng tư vấn kết hợp huấn luyện hiện trường cho doanh nghiệp. Dữ liệu thứ cấp được thu thập từ báo cáo sản xuất, chất lượng, nhân sự, hồ sơ ISO, dữ liệu khách hàng, kế hoạch, tài liệu nội bộ của ISC và đối tác kinh doanh trong giai đoạn 2023 – 2025. Dữ liệu sơ cấp được thu thập tại hiện trường thông qua khảo sát, quan sát, phỏng vấn quản lý, người lao động và phỏng vấn chuyên gia. Nghiên cứu phân tích hiện trạng sản xuất giai đoạn 2023 – 2025 và theo dõi dự án thí điểm từ tháng 10/2025 – 01/2026 của ISC. Dữ liệu được xử lý bằng thống kê mô tả, so sánh, tổng hợp và diễn giải.
Qua trao đổi, phỏng vấn sâu với chuyên gia, nghiên cứu tổng hợp và đề xuất quy trình ứng dụng Lean để cải tiến nâng cao hiệu quả sản xuất kinh doanh cho doanh nghiệp gồm 06 bước như sau: (1) Xác định vấn đề cần giải quyết; (2) Xác định cơ sở lý luận và phương pháp thực hiện dự án; (3) Khảo sát hiện trạng và xác định cơ hội cải tiến; (4) Ứng dụng phương pháp Lean – DMAIC để lập dự án cải tiến; (5) Thí điểm triển khai một số nội dung của dự án; (6) Đánh giá kết quả, rút ra bài học kinh nghiệm và đề xuất, kiến nghị.
Cụ thể, tại bước 1, xác định vấn đề, có 2 yếu tố quan trọng: Thứ nhất, cần đạt được sự đồng thuận thay đổi tư duy và cam kết đồng hành trong hành trình triển khai Lean của lãnh đạo doanh nghiệp; Thứ hai, cần làm rõ định hướng và mục tiêu kỳ vọng của Ban lãnh đạo khi chuyển đổi ứng dụng Lean để làm cơ sở đánh giá hiệu quả sản xuất, kinh doanh của doanh nghiệp.
Tại bước 2, xác định được sự đồng thuận về tư duy, khung lý luận và phương pháp triển khai Lean phù hợp với bối cảnh, nguồn lực, thực trạng của doanh nghiệp, đồng thời, xác định các công cụ, phương pháp Lean sẽ sử dụng.
Tại bước 3, cần thực hiện khảo sát, đánh giá hiện trạng của doanh nghiệp bằng các công cụ, phương pháp luận của Lean và các phương pháp khoa học để làm rõ những vấn đề mà doanh nghiệp đang gặp phải, những gì doanh nghiệp đã đạt được, khoảng cách so với mục tiêu kỳ vọng mà lãnh đạo đã đặt ra, từ đó xác định những cơ hội cải tiến hướng đến đạt được mục tiêu đó.
Tại bước 4, sau khi làm rõ thực trạng, xác định được các cơ hội cải tiến, sẽ ứng dụng phương pháp Lean – DMAIC để thực hiện dự án cải tiến nâng cao cho doanh nghiệp. Phương pháp Lean – DMAIC được hiểu là chu trình triển khai cải tiến gồm 05 bước, được viết tắt bởi các nội dung sau: Xác định vấn đề (Define), thu thập thông tin, đo lường (Measure); phân tích, tìm nguyên nhân gốc (Analyze); thực thi cải tiến (Improve); và kiểm soát (Control) (Pyzdek, T. and Keller, P, 2014)8.
Tại bước 5 và 6, chọn ra một số nội dung quan trọng nhất để triển khai thí điểm, từ đó chứng minh, lượng hóa được hiệu quả thực tiễn, đúc kết kinh nghiệm, kết luận, đưa ra các đề xuất, kiến nghị, sau đó chuyển giao cho doanh nghiệp tiếp tục tự thực hiện.
4. Thực trạng của doanh nghiệp trước và sau khi ứng dụng công cụ Lean
4.1. Giới thiệu về Công ty TNHH Văn phòng phẩm quốc tế (ISC)
ISC được thành lập năm 2009 tại thành phố Hải Phòng (mã số thuế: 0200990273; https://www.isconline.vn), là công ty con thuộc Tập đoàn M&G. M&G là một trong những tập đoàn hàng đầu thế giới về sản xuất, kinh doanh bút chì màu bằng gỗ và văn phòng phẩm với vốn hóa 4,5 tỷ USD trên thị trường chứng khoán Thượng Hải. Ban đầu, công ty thuê nhà xưởng để hoạt động thí điểm tại Khu công nghiệp Tràng Duệ, Hải Phòng. Đến năm 2012, tập đoàn quyết định đầu tư lâu dài nên đã thuê đất tại Lô CN12 – CN13, Cụm công nghiệp Tân Liên, xã Vĩnh Bảo, thành phố Hải Phòng để xây dựng nhà máy, mở rộng sản xuất nhằm xuất khẩu bút chì gỗ sang thị trường châu Mỹ Latinh, như: Hoa Kỳ, Mexico, Brazil, Colombia… Công suất tối đa của ISC lên đến gần một tỷ bút chì gỗ mỗi năm, cung ứng cho hơn 25 đối tác khách hàng lớn, như: Faber-Castell, Maped, Sanford-Newell, Amazon…
Trong giai đoạn 2012 – 2015, ISC từng đối mặt khủng hoảng quản trị nghiêm trọng và nguy cơ phá sản. Nhờ tái cấu trúc và ứng dụng các công cụ Lean nên đã cải thiện đáng kể năng suất, kiểm soát tốt tỷ lệ lỗi và ổn định hoạt động. Tuy nhiên, khi những kết quả ban đầu đã đạt được, ISC tiếp tục đối diện một nghịch lý mới: hiệu quả hiện tại khá tốt nhưng áp lực từ thị trường vẫn tăng lên; khách hàng yêu cầu tiếp tục rút ngắn thời gian giao hàng và giảm giá sâu hơn; trong khi nội bộ dần hình thành cảm giác “đã đến giới hạn cải tiến” từ đó, mất dần động lực duy trì ứng dụng Lean.
Bối cảnh vận hành sản xuất của ISC trước khi ứng dụng Lean.
Quy trình sản xuất bút chì gỗ của ISC gồm chín bước: (1) tiếp nhận nguyên vật liệu, (2) tạo thành bút chì thô (xẻ rãnh – tra chì – ép keo – tạo hình bút thô), (3) kiểm tra chất lượng bút thô, (4) sơn, (5) kiểm tra bút sơn, (6) hoàn thiện (gọt, in, sắp bút, đóng gói), (7) kiểm tra bút hoàn thiện (sau đóng gói), (8) kiểm tra thành phẩm (sau đóng thùng), và (9) lưu kho. Việc quản trị sản xuất bút chì tại ISC có độ phức tạp cao vì doanh nghiệp đồng thời phải quản trị cả 03 yếu tố: chủng loại rất đa dạng, sản lượng lớn, và tính bất định cao của chất lượng gỗ.
Về “đa dạng chủng loại”, ISC có thể tạo ra hơn 1.000 mã hàng từ tổ hợp nhiều yếu tố như loại gỗ, đường kính lõi chì, hình dạng thân bút, quy cách sơn, cách in và đóng gói. Về đặc trưng “sản lượng lớn”, mỗi dây chuyền (ISC gọi là mini factory – MF) có thể đạt khoảng 250 gross, tương đương 36.000 chiếc bút thô mỗi giờ; toàn nhà máy có thể vượt 2 triệu bút mỗi ca. Về yếu tố bất định của vật liệu chính, gỗ là nguyên liệu tự nhiên nên độ cứng, xơ nhám, cong vênh, khả năng thấm sơn và khuyết tật bề mặt không thể lường trước nên kiểm soát chất lượng khó hơn đáng kể so với ngành bút bi nhựa.
Kết quả khi ISC ứng dụng một số công cụ Lean.
Công ty ISC đã đạt được nhiều kết quả đáng ghi nhận nhờ ứng dụng Lean như: Năng suất lao động trực tiếp bình quân toàn nhà máy tăng từ 5,97 gross/giờ công năm 2023 lên 6,51 năm 2024 và 7,22 năm 2025. Riêng dòng sản phẩm A-grade đạt 7,57 gross/giờ công, cao hơn 6,6% so với chính công ty mẹ tại Thượng Hải là Axus. Về chất lượng, trong khi mục tiêu tập đoàn đặt ra là dưới 5,5% tổng lỗi, Axus ở mức 5,32% thì ISC kiểm soát ở mức 4,45% (theo Báo cáo quản trị nội bộ của ISC giai đoạn 2023 – 2025). Khảo sát thực tế cũng cho thấy công ty duy trì tương đối tốt các kỹ thuật 5S, chuẩn hóa công việc, trực quan hóa, Andon, Gemba Walk và Kaizen. Điều này cho thấy, ISC ứng dụng Lean, dù chủ yếu mới vận hành mạnh ở cấp độ công cụ, đã mang lại hiệu quả thực tế cho doanh nghiệp.
Tuy vậy, khi đi sâu hơn, nghiên cứu đã phát hiện một vấn đề quan trọng: dù kết quả hiện tại tốt, Ban lãnh đạo lại dần rơi vào bế tắc, đó là “khó cải tiến thêm”. Một số quản lý cho rằng muốn tăng hiệu quả hơn nữa phải đầu tư máy móc mới; một số khác cho rằng đặc thù gỗ tự nhiên tạo ra nhiều lãng phí là “không tránh được”. Khi tư duy này xuất hiện, Lean dễ bị đóng băng ở cấp độ công cụ. Doanh nghiệp vẫn duy trì 5S, Gemba, Andon, nhưng không còn đủ sức nhìn thấy những lãng phí sâu hơn ở thiết kế dòng chảy sản xuất, logic kiểm soát lỗi, cơ chế phối hợp liên phòng ban và cấu trúc dữ liệu và sẽ dần thoái trào và ngại cải tiến.
4.2. Nhận diện các cơ hội cải tiến nâng cao trong hoạt động sản xuất cho ISC
Từ dữ liệu định lượng kết hợp phỏng vấn sâu, nghiên cứu đã nhận diện được 5 cơ hội cải tiến trọng yếu sau đây:
Một là, “giảm thời hạn giao hàng cho nhóm bút chì đen – chuốt sọc – đóng tẩy”. Dữ liệu ISC năm 2025, cho thấy, dòng bút chì đen chiếm 35% tổng sản lượng; riêng mã hàng 851759ZV của khách hàng Maped chiếm 31,4% sản lượng bình quân của dòng bút chì đen. Maped đồng thời là khách hàng lớn nhất của ISC với khoảng 22% doanh số. Bản đồ dòng giá trị cho thấy, thời gian tạo giá trị chỉ chiếm 20,7% tổng thời gian chờ đợi sản xuất, trong khi thời gian không tạo giá trị chiếm 79,3%; riêng thời hạn giao hàng tẩy và vòng nhôm chiếm 352 giờ, tương đương 59% tổng thời gian đơn hàng.
Hai là, “giảm thời gian thay đổi sản phẩm” (change – over: C/O). Dữ liệu năm 2025 cho thấy, C/O gây mất hơn 68.000 gross sản lượng (9.792.000 chiếc bút).
Ba là, “giảm lỗi trong sản xuất”. Năm 2025, sản lượng lỗi là 79.756 gross, tương đương 11.484.864 chiếc bút, hay 3,51% tổng sản lượng. Tuy nhiên, vì tỷ lệ lỗi của ISC đã tối ưu hơn tiêu chuẩn nội bộ theo chuẩn ngành là 5.5% nên dư địa cải tiến không còn nhiều.
Bốn là, “tối ưu bố trí xưởng và dòng chảy tại MF2 và MF4”, nơi sơ đồ di chuyển thực tế của sản xuất (Spaghetti) cho thấy nhiều lãng phí vận chuyển, chờ đợi và hàng tồn kho dở dang (WIP).
Năm là, “giảm lãng phí nhân lực trong sản xuất”, trong đó vị trí công nhân chọn bút thô là ví dụ điển hình.
Sau khi đánh giá cùng Ban Giám đốc tập đoàn và Ban Điều hành ISC, nội dung “giảm lãng phí nhân lực trong sản xuất” được chọn làm ưu tiên số một để thí điểm. Lý do lựa chọn không chỉ vì cơ hội này có giá trị tài chính rõ rệt mà còn vì hội tụ bốn tiêu chí: có thể lượng hóa trước và sau; có tính khả thi trong thời gian hạn chế; có thể triển khai trong phạm vi nhà máy mà không phụ thuộc nhiều vào bên ngoài; và có giá trị huấn luyện tư duy cải tiến nâng cao cho Ban điều hành. Trong nội dung này, phần việc được lựa chọn là giảm 5 công nhân chọn bút thô cho mỗi ca. Đây là một vấn đề tồn tại lâu năm và gắn với niềm tin phổ biến trong nội bộ rằng “không thể bỏ vị trí chọn bút thô”. Nếu cải tiến thành công để bỏ vị trí này, doanh nghiệp không chỉ tiết kiệm chi phí mà còn giúp thay đổi tư duy lối mòn quản lý đã ăn sâu vào hệ thống quản trị của ISC.
4.3. Thí điểm cải tiến sản xuất cho ISC theo Lean – DMAIC
Xác định vấn đề (Define).
Vấn đề trung tâm của dự án thí điểm cải tiến sản xuất cho ISC theo Lean – DMAIC (gọi chung là Dự án), là sự tồn tại của vị trí công nhân chọn bút thô sau công đoạn tạo hình, dù doanh nghiệp đã có điều kiện công nghệ tốt hơn ở bước xử lý bề mặt. Trong quy trình cũ, sau khi bút thô được tạo hình, sẽ đi qua cơ cấu “chuốt nhiệt” gắn cùng máy tạo hình để đánh bóng bề mặt bằng nhiệt. Sau đó công nhân sẽ loại ra các bút có bề mặt nhám hoặc lỗi ngoại quan. Cơ cấu “chuốt nhiệt” tích hợp với máy tạo hình, nhiệt độ cao với hơn 300 độ C nhưng không có cơ chế kiểm soát nhiệt, hay kẹt bút, gây cháy, nên công nhân chọn bút thô được xem như chốt chặn bắt buộc an toàn về phòng cháy chữa cháy lẫn kiểm lỗi. Khi tập đoàn đầu tư “máy chuốt nhám” để thay cơ cấu này, mục tiêu là phòng cháy và giảm dừng máy do kẹt bút nên không đặt câu hỏi: “còn giá trị nào khác?” hay “vị trí chọn bút thô còn cần thiết hay không?” nên vẫn giữ vị trí chọn bút thô.
Đo lường hiện trạng (Measure).
Phân tích số liệu quá khứ cho thấy, với tỷ lệ lỗi nhám bề mặt nguyên vật liệu ở mức 1,39%, công nhân chọn bút thô thực tế chỉ nhặt được khoảng 60% số lỗi. Phần còn lại vẫn lọt sang công đoạn sau. Đồng thời, do áp lực sản lượng lớn, nhịp sản xuất cao công đoạn này còn có hiện tượng chọn sai, tức chọn nhầm bút đạt chuẩn thành bút lỗi. Khi triển khai thử nghiệm kết nối đồng bộ máy chuốt nhám với máy tạo hình, nhóm dự án đo lại tỷ lệ lỗi bề mặt sau chuốt nhám. Kết quả cho thấy tỷ lệ lỗi nhám giảm từ 1,39% xuống còn 0,76%, tương đương giảm 45%. Đây là bằng chứng rất quan trọng rằng chất lượng xử lý của thiết bị mới tốt hơn rõ rệt và tạo cơ sở để thay đổi cách làm cũ.
Phân tích nguyên nhân gốc (Analyze).
Phân tích nguyên nhân gốc cho thấy vị trí chọn bút thô vẫn tồn tại do nhiều nguyên nhân thuộc: máy chuốt nhám để rời, không nghĩ đến kết nối đồng bộ với máy tạo hình nên chưa đạt hiệu quả tối ưu; doanh nghiệp bị chi phối bởi tư duy lối mòn, vì trước đây luôn cần người chọn bút thô nên xem đó là hiển nhiên; quản lý thiếu dữ liệu đo lường đủ tin cậy để mạnh dạn thay đổi; quản lý sản xuất chưa đủ năng lực đánh giá để bỏ vị trí chọn bút thô và giúp rút gọn quy trình.
Khi nhìn theo khung 7 lãng phí, vị trí chọn bút thô gây ra ít nhất 6/7 loại lãng phí: vận chuyển, tồn kho bút lỗi, thao tác, chờ đợi, lỗi quy trình, sản phẩm lỗi. Phát hiện này chuyển cách nhìn từ “đây là công đoạn kiểm soát cần thiết” sang “đây là biểu hiện của một hệ thống chưa tối ưu”.
Triển khai giải pháp cải tiến (Improve).
Giải pháp cải tiến được triển khai theo hướng ngăn lỗi từ gốc và tái thiết kế quy trình. Trước hết, phòng bảo dưỡng cùng liên phòng ban thiết kế, gia công và lắp đặt cơ cấu kết nối đồng bộ máy chuốt nhám với máy tạo hình. Đây không chỉ là bố trí lại thiết bị, mà thay đổi logic sản xuất bút thô để bề mặt được xử lý tốt hơn ngay khi rời máy tạo hình, giảm lãng phí như chờ đợi, di chuyển. Sau khi thiết bị vận hành ổn định, ISC bỏ dần vị trí chọn bút thô theo hình thức cuốn chiếu ở từng dây chuyền.
Toàn bộ quá trình được thực hiện theo nguyên tắc “tôn trọng con người”: công nhân chọn bút thô không bị cắt giảm quyền lợi; được đào tạo thêm kỹ năng đóng gói, nhận thêm phụ cấp đa kỹ năng và được chuyển thành công nhân cốt lõi khi công ty mở rộng sản xuất thêm Ca 3. Vì vậy không có kháng cự thay đổi và cho thấy, cải tiến không đồng nghĩa với “hy sinh” người lao động. Song song với việc thay đổi quy trình, nhóm nghiên cứu dự án xây dựng các biểu mẫu để bộ phận sản xuất của ISC ghi nhận dữ liệu, đồng thời có biểu mẫu độc lập để nhóm thu thập dữ liệu sơ cấp tại hiện trường. Liên phòng ban cũng thiết lập cơ chế giám sát với tần suất họp hai lần mỗi tháng để soát xét dữ liệu, đánh giá tình hình và xử lý các vấn đề phát sinh.
Kiểm soát và duy trì (Control).
Nhằm đảm bảo hiệu quả, dự án cải tiến thiết lập bốn lớp kiểm soát: kiểm soát chất lượng đầu ra tại dây chuyền theo giờ; chất lượng thành phẩm sau đóng gói; giám sát liên phòng ban định kỳ; và đánh giá, nghiệm thu bởi Ban giám đốc. Kết quả theo dõi trong ba tháng triển khai cho thấy lỗi nguyên vật liệu, lỗi vận hành và lỗi thành phẩm đều nằm trong giới hạn cho phép. Trên cơ sở đó, liên phòng ban thống nhất chấp thuận dự án và áp dụng chính thức việc bỏ vị trí công nhân chọn bút thô từ ngày 01/01/2026.
5. Đánh giá quá trình thí điểm ứng dụng Lean tại ISC
5.1. Đánh giá hiệu quả sản xuất
Kết quả nổi bật nhất của dự án là tỷ lệ lỗi nhám bề mặt giảm từ 1,39% xuống còn 0,76%, tương đương giảm 45%. Trong điều kiện vật liệu gỗ tự nhiên vốn khó kiểm soát, đây là một cải thiện có ý nghĩa lớn. Quan trọng hơn, cải thiện này đạt được đồng thời với việc bỏ vị trí chọn bút thô chứng minh rằng doanh nghiệp không “đổi chất lượng lấy tiết kiệm lao động”, mà đang chuyển từ cơ chế kiểm lỗi thủ công sang cơ chế xử lý tốt hơn ở nguồn phát sinh. Đồng thời, giúp giảm được một bước trong quy trình sản xuất.
Dự án cũng giúp doanh nghiệp giảm 05 công nhân cho mỗi ca sản xuất. Với chi phí bình quân 555 USD/người/tháng, khoản tiết kiệm tương ứng là 2.775 USD/tháng, 33.300 USD/năm cho một ca và gần 99.900 USD/năm cho toàn nhà máy với sản xuất 3 ca. Việc giảm vị trí chọn bút thô còn làm năng suất lao động bình quân tăng từ 7,22 lên 7,48 gross/giờ công, tương đương tăng 3,67%. Kết quả nghiên cứu và ứng dụng đã được Ban lãnh đạo Tập đoàn M&G, lãnh đạo công ty ISC kiểm chứng và xác nhận, nghiệm thu.
Kết quả từ góc độ phi tài chính cho thấy, Dự án góp phần chuyển tư duy của doanh nghiệp từ “phòng vệ bằng kiểm lỗi” sang “ngăn lỗi từ gốc”; phá vỡ tâm lý “đã đến giới hạn cải tiến”; nâng cấp trình độ phối hợp liên phòng ban và khẳng định ý nghĩa thực tiễn của nguyên tắc “Tôn trọng con người” khi người lao động không sợ bị sa thải mà được điều chuyển hợp lý, bảo đảm được quyền lợi, được đào tạo thêm kỹ năng mới, từ đó đạt được sự ủng hộ từ chính bản thân người lao động.
5.2. Thuận lợi và khó khăn
Thành công của dự án trước hết đến từ sự cam kết của lãnh đạo tập đoàn và công ty. ISC cũng có lợi thế là đã duy trì tương đối tốt các nền tảng kỹ thuật của Lean, như: 5S, Gemba Walk, Andon, dữ liệu trực quan và kỷ luật hiện trường…, nhờ đó thuận lợi cho việc nâng cấp và cải tiến sâu hơn.
Ngược lại, khó khăn lớn nhất nằm ở dữ liệu và thời gian. Hệ thống hoạch định nguồn lực doanh nghiệp (ERP) của ISC quá lạc hậu, không phù hợp với điều kiện quản trị tại Việt Nam; dữ liệu phân tán giữa nhiều phòng ban; việc tổng hợp phải làm thủ công.
6. Đề xuất giải pháp ứng dụng Lean cho các doanh nghiệp nhỏ và vừa của Việt Nam hiện nay
Thứ nhất, xây dựng sự đồng thuận về cải tiến, ứng dụng Lean trong toàn bộ doanh nghiệp.
Để ứng dụng Lean thành công, phải đạt được sự ủng hộ của cả bộ máy Lãnh đạo, cán bộ, công nhân viên. Cần tuyên truyền về cơ hội cải tiến, đổi mới khi ứng dụng Lean cho đội ngũ này, là người triển khai đề án, để thấu cảm “nỗi đau” và “kỳ vọng” của Lãnh đạo doanh nghiệp và hướng đến sự đồng thuận, đề án phải hướng đến tính khả thi, thực sự giải quyết được những nỗi đau, kỳ vọng của doanh nghiệp chứ không phải hướng đến những mục tiêu xa vời, phi thực tế. Đồng thời, phải tìm được điểm chung, dung hòa lợi ích của cấp quản lý và người lao động. Nếu chỉ nghiêng về phục vụ lợi ích cho đội ngũ quản lý sẽ tạo ra kháng lực, chống đối của người lao đông. Nếu chỉ nghiêng về phục vụ lợi ích cho người lao động, sẽ mất đi sự ủng hộ từ đội ngũ lãnh đạo, quản lý của doanh nghiệp. Vì vậy, triển khai ứng dụng Lean không phải là một “nghiệp vụ kỹ thuật” mà là “nghệ thuật” đắc nhân tâm, là khả năng vận dụng thành công khái niệm, triết lý Lean “tôn trọng con người” trong thực tiễn.
Thứ hai, cần đổi mới tư duy quản trị, ứng dụng Lean theo hệ thống trong hoạt động của doanh nghiệp.
Doanh nghiệp cần xác định triển khai Lean là một chiến lược dài hạn. Tuy có thể bắt đầu với một số công cụ cơ bản, dễ áp dụng nhằm tạo động lực và ghi nhận thành quả bước đầu nhưng cần đưa việc ứng dụng Lean trở thành “triết lý quản lý trong sản xuất”9, từ đó chuyển hóa Lean thành một phần trong chiến lược phát triển của doanh nghiệp. Nói cách khác, khi doanh nghiệp chỉ ứng dụng một số công cụ Lean rời rạc mà không triển khai Lean một cách có hệ thống thì trong ngắn hạn sẽ đạt được một số kết quả nhất định nhưng sau một thời gian sẽ bế tắc vì nhận thấy không còn dư địa cải tiến, từ đó mất động lực, dẫn đến từ bỏ ứng dụng Lean.
Thứ ba, cần thiết lập lộ trình đào tạo, nâng cao năng lực cải tiến cho đội ngũ cán bộ, công nhân viên của doanh nghiệp.
Theo chuyên gia Lean của Toyota, có 3 cấp độ cải tiến. Cấp độ 1: cải tiến cá nhân, cải tiến công cụ. Đây là mức độ đơn giản, dễ làm, dễ thu được kết quả; cấp độ 2: cải tiến một bộ phận, hoặc một khâu trong chuỗi hoạt động của doanh nghiệp; và cấp độ 3: cải tiến toàn bộ quy trình, toàn hệ thống, tác động đến chuỗi giá trị của doanh nghiệp. Đây là mức độ phức tạp nhất, đòi hỏi trình độ tư duy và năng lực cải tiến chuyên sâu. Vì vậy, doanh nghiệp nên bắt đầu từ cấp độ 1, từ đó tích lũy tri thức và tạo nền tảng cho cải tiến chuyên sâu ở cấp độ 3. Nhờ đó mới có khả năng duy trì cải tiến liên tục.
Thứ tư, doanh nghiệp cần đẩy mạnh chuyển đổi số, ứng dụng công nghệ số trong quản trị sản xuất, kinh doanh.
Doanh nghiệp không chỉ chuyển đổi số, tối ưu quản trị dữ liệu trong sản xuất mà cần số hóa việc quản trị dữ liệu của khối điều hành. Từ đó tăng tốc độ xử lý thông tin, độ tin cậy, tăng khả năng ra quyết định kịp thời, phù hợp với tình hình thực tế. Nếu doanh nghiệp không thu thập dữ liệu “thời gian thực” từ nguồn, tại máy móc thiết bị trong sản xuất, không đồng bộ cơ sở dữ liệu toàn công ty thì sẽ gặp rất nhiều khó khăn khi triển khai Lean vì mất nhiều thời gian thu thập, xử lý, phân tích, tổng hợp dữ liệu.
7. Kết luận
Từ nghiên cứu trường hợp Công ty TNHH Văn phòng phẩm quốc tế cho thấy, quản trị tinh gọn Lean có thể tạo ra hiệu quả trong môi trường sản xuất có nhiều yếu tố phức tạp. Tuy nhiên, hiệu quả cao nhất chỉ đạt được khi doanh nghiệp vượt qua cách hiểu Lean là tập hợp công cụ rời rạc để tiến đến xem Lean như một hệ thống quản trị toàn diện.
Đất nước ta đang bước vào kỷ nguyên mới, đang vận hành theo nền kinh tế thị trường định hướng xã hội chủ nghĩa, đang đón nhận nhiều cơ hội phát triển kinh tế, trong đó có rất nhiều cơ hội đối với các doanh nghiệp nhỏ và vừa của Việt Nam. Bối cảnh vận hành chính quyền địa phương hai cấp đang tạo cơ hội, thuận lợi để vận dụng mô hình quản trị tin gọn Lean cho các doanh nghiệp nhỏ và vừa của nước ta hiện nay. Việc vận dụng Lean không chỉ thúc đẩy tính liên kết sản xuất kinh doanh nội địa mà còn hướng đến liên kết chuỗi toàn cầu cho các doanh nghiệp nhỏ và vừa của Việt Nam hiện nay.
Chú thích:
1. Công ty TNHH Văn phòng phẩm Quốc tế (International Stationery Company Limited, Vietnam – ISC). https://www.isconline.vn.
2. James P. Womack, Daniel T. Jones, Daniel Roos (1990, tái bản 2007). The Machine That Changed the World. Simon & Schuster, USA.
3. Jeffrey K.Liker and James K.Franz (2011). The Toyota Way to Continuous Improvement (Linking strategy and operational excellence to achieve superior performance). McGraw-Hill, USA.
4. Jeffrey K.Liker (2004). The Toyota way (14 management principles from the world’s greatest manufactuer). Mc Graw-Hill, USA.
5. Nguyễn Đăng Minh (2021), Quản trị tinh gọn tại Việt Nam (Đường tới thành công). H. NXB Đại học Quốc gia Hà Nội.
6. Nguyễn Hồng Sơn và Nguyễn Đăng Minh (2018), Quản trị tinh gọn tại các doanh nghiệp nhỏ và vừa Việt Nam thực trạng và giải pháp. H. NXB Đại học Quốc gia Hà Nội.
7. Mô hình quản trị sản xuất tinh gọn (LEAN) cho các doanh nghiệp sản xuất và chế biến gỗ. https://tapchicongthuong.vn/mo-hinh-quan-tri-san-xuat-tinh-gon–lean–cho-cac-doanh-nghiep-san-xuat-va-che-bien-go-108896.htm.
8. Pyzdek, T. and Keller, P. (2014). The Six Sigma Handbook: A Complete Guide for Green Belts, Black Belts, and Managers at All Levels. 4th edn. New York: McGraw-Hill Education.
9. Vận dụng triết lý Lean trong kiến tạo và phát triển tổ chức hành chính. https://www.quanlynhanuoc.vn/2021/9/09/van-dung-triet-ly-lean-trong-kien-tao-va-phat-trien-to-chuc-hanh-chinh/.



